Cooling Towers

Cooling Towers

The Problem
Where there is a need for cooling water, four factors cause concern for engineers and plant management: Corrosion, Scale, Bio-fouling and Algae. Together, they cause major problems including: Health hazards, increased electricity and water consumption, reduction in cooling efficiency and reduced equipment life expectancy. Until now, the common method of treatment for these problems entailed the use of chemicals which are expensive, environmentally unfriendly and don’t guarantee results.
The Solution
Elgressy`s solution is based on a non-chemical, state of the art, patented technology which prevents scaling, bio-fouling, microorganism growth, inhibits corrosion and produces free oxidants in the water Using a unique electrochemical process the system actively, efficiently and cost effectively deals with the problem associated with cooling tower systems without using harmful chemicals .
Benefits
- Chemical Free Technology
- Huge Savings on Operational Costs
- Huge Savings in Energy and Water Consumption
- Scale, Bacteria and Corrosion Control
- Longer System Lifespan
- No Discharge as drained water is re-usable for irrigation or other.
- Fully automatic, side stream installed, small foot print.
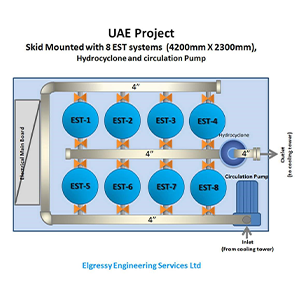
- From single EST 300 RT to MEGA EST 50.000 TR, modular.
- SCADA optional.
- Quick ROI

Cooling Towers Treatment – EST
EST electrochemical systems are revolutionizing cooling tower treatment by providing a omprehensive and effective treatment against scaling, corrosion and bio-fouling. Typically, hazardous chemicals are added to the cooling water to inhibit corrosion of system components, to retard mineral scaling and to limit bacteria growth.
How does it work?
Elgressy electrocoagulation and oxidation systems effciently separate and remove contaminants from water and wastewater, without using chemical additives or generating hazardous by products.
Disinfection
1. An alkaline environment of pH 13 is created next to the reaction tank’s inner walls creating a strong disinfectant. 2. Near the anodes, 3-7% of the naturally present chlorides are converted to free chlorine or hypochlorite (OCl-). The OCl- level is programmable to automatically remain at ~0.1-0.2ppm, providing additional disinfection without the risk of corrosion. 3. Additionally, disinfecting radical oxygen, ozone and hydrogen peroxide are produced near the anode.
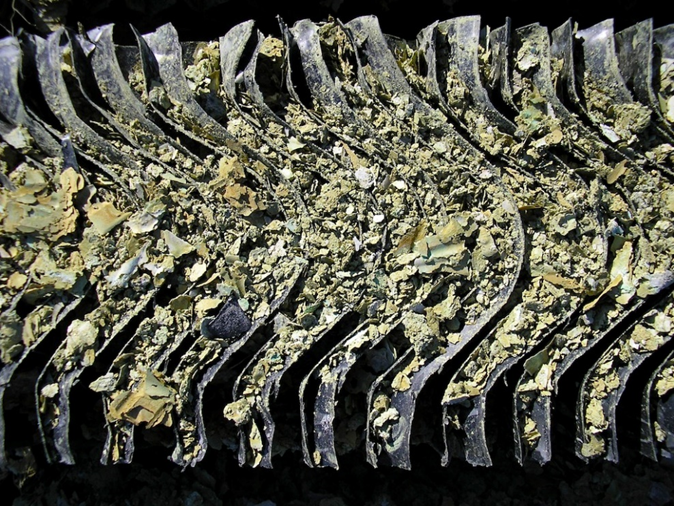
Scale removal
The electrical current causes a dissociation of the salts in the water into ions, precipitating the calcium (and other cations) on the reaction tank wall. The EST is capable of precipitating > 30% calcium from the water before it crystallizes into scale, while the remaining calcium is kept dissolved in the water. The calcium precipitation percentage is programmable, automated and varies from project to project. The EST patented scraper system automatically scrapes and flushes the reaction tank to remove the precipitated scale.
Corrosion control
The remaining Magnesium ions in the water prevent corrosion along with controlled operation >2 MPY.
Advantages:
- Cost effective – rapid return of investment
- Solves cooling tower problems stemming from algae, corrosion and scaling
- Reduces maintenance, shut down time and labor cost
- Generates huge water savings
- Chemical free solution –eliminates the need for expensive and harmful chemicals
- Very low life cycle cost and electricity consumption
- Controllable and measurable ensuring consistent quality water
- Small footprint
- Robust and high-quality equipment with few moving parts
- Modular and simple to install or retrofit
- Proven effective in thousands of installations worldwide.
- Environmentally friendly
EST is Modular, so from 200 TR till 20.000 TR and even bigger.



Issues often found at Cooling Towers but NOT when treated with EST





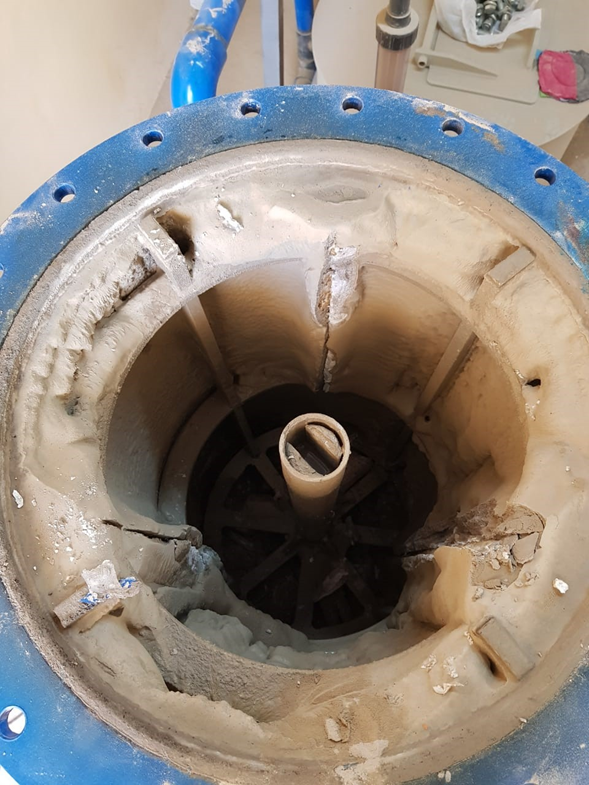
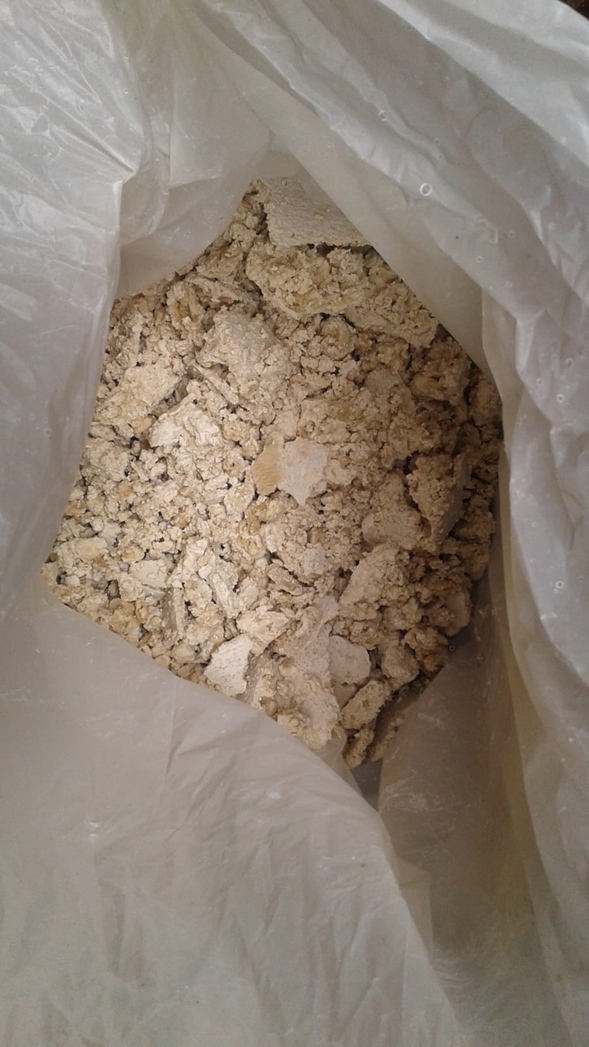












Our Solutions
Watertreatmentasia is a subsidiary of Aerial Lift Asia Co.,Ltd.
Aerial Lift Asia is official and exclusive distributor of ELGRESSY for S.E. Asia.
Opening Hours:
Mon – Friday: 8AM – 5PM.
Saturday: 8AM – 12PM.
Sunday: Closed


